矿山螺旋输送机漏粉如何补救
在冶金、矿山及化工等企业应用的螺旋输送机,其轴端压盖广泛采用填料密封。由于煤粉粒度为200目,呈细粉状,并有一定的流动性,因此常因输送机的头部轴端密封不严,泄漏许多煤粉。用过石棉盘根、油浸羊毛毡、油浸石棉绳及柔性石墨环等作为密封填料,但治漏效果均不理想。每天设备周围都泄漏出煤粉,既浪费,又污染环境,影响文明生产。这是个令人头疼的事情,为此,补救措施需注意两点:
1.压盖内必须每3—4天加注一次润滑油脂,否则油脂消耗完或者干涸仍会泄漏煤粉。
2.在每次装拆后,开机运行一个月左右需拧紧压盖螺检,使盘根与轴紧密贴合。但不必压得过紧,以后可根据实际情况调正压盖螺栓。


LS型螺旋输送机广泛应用于各行业,如建材、化工、电力、冶金、煤矿炭、粮食等行业,适用于水平或倾斜输送粉状、粒状和小块状物料,如煤矿、灰、渣、水泥、粮食等,物料温度小于200℃。螺旋机不适于输送易变质的、粘性大的、易结块的物料。有些厂家生料磨选粉机细粉卸料口锁风选用了螺旋输送机,然而投产后选粉机细粉卸料来不及。打开溢流螺旋输送机的溢流箱盖板检查发现,由于生料湿度较大,在正、反螺旋叶片的相对挤压下,在2段螺旋叶片之间的空档段生料被压实成结实的料推,阻碍了溢料,使真输送能力降低,在正、反镍旋叶件的空档段塔dD2片扬料板,其外径咯小于螺旋叶片外径,扬料板能避免压实料腔的形成,目D使在输送湿度较大物料时也不受影响。
LS型螺旋输送机结构特点
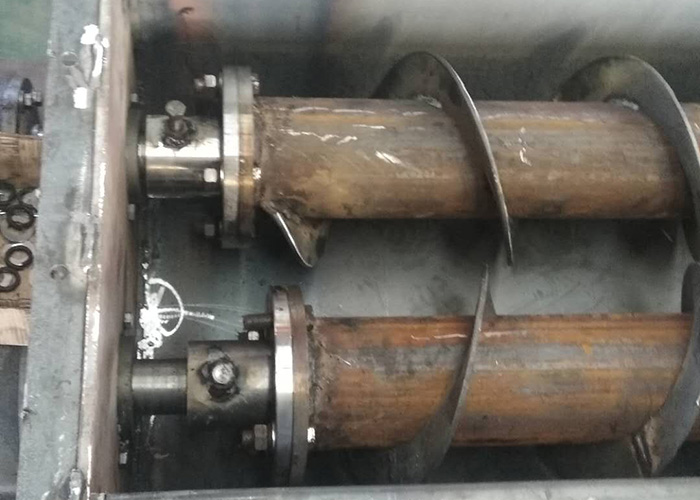
1、螺旋轴与吊轴承、头、尾轴联接均采用嵌入舌式,安装、拆卸不需轴向移动,维修方便。芯轴长、吊挂少、故障点少。
2、采用变径结构,增大吊轴承处容积,避免吊轴承与物料接触,吊轴承寿命可达两年以上。
3、各传动部位均采用浮动连接方式,吊轴承为万向节结构,使螺旋体,吊轴承和尾部总成形成一个整体旋浮体,在一定范围内可随输送阻力自由旋转避让,不卡料,不堵料。
4、头尾轴承座均在壳体外,所有轴承采用多层密封和配合密封技术,轴承使用寿命长。
5、螺旋输送机与其它输送设备相比,具有整机截面尺寸小、密封性能好、运行平稳可靠、可中间多点装料和卸料及操作安全、维修简便等优点。

单轴螺旋输送机通常由螺旋机本体、进出装置、驱动装置三大部分组成。
螺旋机本体由头节、中间节、尾节三种组成。一般情况下,出厂总装时将中间节按长度长短依次排列, 长的中间节靠近头节,相同 长度的中间节则挨在一起,如果有特殊要求,则在订货时给出排列顺序。
在头节内装有支推轴 承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,此外,在尾节内还装有可轴向移动的径向轴承以补 偿螺旋轴长度的误差和适应温度的变化。螺旋面的形式有实体螺旋(S制法)和带式螺旋(D制法)两种。各螺旋轴之间采用法兰式联接, 保证了联接轴的互换性,便于维修。
机盖为瓦片式并用盖扣夹紧在机壳上,若需改进密封性能,用户可自行在机盖与机壳间加防水粗帆布。
进、出料装置有进料口,方型出料口,手推式出料口,齿条式出料口四种。由用户在使用现场在机体上开口焊接。布置进、出料口 位置时应注意保证料口至端部的距离,同时避免料口与吊轴承加油杯、机壳联接法兰、底座等相碰。
驱动装置有ZQ系列减速器+Y系列电动机,YTC齿轮减速电机两种。
单轴螺旋输送机主要特点:
1、承载能力大、安全可靠。2、适应性强、安装维修方便、寿命长。3、整机体积小、转速高、确保快速均匀输送。4、出料端设有清扫装置,整机噪声低、适应性强,进出料口位置布置灵活。5、密封性好、外壳采用无缝钢管制作,端部采用法兰互相连接成一体,刚性好。

螺旋输送机又称螺旋给料机,绞龙输送机,螺旋上料机,它在输送物料时可以水平输送,也可以向上有一定的倾斜角度输送,在作业中常与振动筛分设备(例如:旋振筛,直线振动筛,矿用振动筛等)配套使用,起到上料,喂料,给料输送的作用。 螺旋输送机常用来输送粉状、粒状、小块状物料,工作环境粉尘比较多,所以螺旋输送机(绞龙输送机)的正确操作方法与保养就具有更大的意义。
1.螺旋输送机(绞龙输送机)应无负荷启动,即在壳内没有物料时启动,启动后始向螺旋机给料。 2.螺旋输送机运转中发生不正常现象应当即停车检查 3.为了保证螺旋机无负荷启动的要求,输送机在停车前应停止加料,等机壳内物料完全输尽后方能停车。 4.螺旋输送机的机盖在机器运转时应盖好,以免发生事故。 5.被输送物料内不得混入坚硬的大块物料避免螺旋卡死而造成绞龙输送机的损坏。 6.螺旋输送机初始给料时,应逐步增加给料速度直至达到额定输送能力,给料均匀,否则容易造成输送物料的积塞,驱动装置的过载,损坏使用寿命 7.在使用中经常检视螺旋机各部件的工作状态,注意各紧固件是否松动,如果发现机件松动,则应立即拧紧螺钉,使之重新紧固。 8.应特别注意螺旋联接轴间的螺钉是否松动,掉下或者剪断,如发现此类现象,应该立即停车,并矫正之。 9.螺旋输送机各运动机件应经常加润滑油。
(1)驱动装置的减速器内应用汽油机润滑油HQ-10(GB485-81)每隔3-6个月换油一次。
(2)螺旋两端轴承箱内用锂基润滑脂,每半月注一次,5克。
(3)螺旋机吊轴承,选用M1类别,其中80000型轴承装配时已浸润了润滑油,平时可少加油;每隔3-5个月,将吊轴承体连同吊轴拆下,取下密封圈,将吊轴承及80000型轴承浸在熔化了的润滑中,与润滑脂一道冷却,重新装好使用,如尼龙密封圈损坏应及时更换,使用一年,用以上方法再保养一次,可获良好效果。
(4)螺旋机吊轴承,选用M2类别,每班注润滑脂,每个吊轴瓦注脂5克;高温物料应使用ZN2钠基润滑脂(GB492-77);采用自润滑轴瓦,也应加入少量润滑脂。